Non-destructive testing of welds is more common and usually done when compared to destructive testing of welds. Some of the non-destructive testings of welds can be done quickly and easily. However, some of the tests need more time.
The list of the tests done as non-destructive tests is as follows.
- Visual Inspection
- Liquidity Penetration Test
- Leak Test
- Magnetic Particle Test
- Ultrasonic Testing
- Eddy Current Testing
- Acoustic Emission Testing
- Radiographic Test
Let’s discuss each type of test in detail.
Visual Inspection
Visual inspection of welds is the most common and simplest type of NDT welding test that can be done as the initial step before carrying out any kind of other test.
As non-destructing testing of welds, it can be used to identify the following.
- Weld size
- Weld discontinuities
- Surface cracks
- Surface irregulates
- Slag collection and cleaning
Liquidity Penetration Test
As the name implies, penetration of liquids into the defective weld is monitored through this test.
A colouring agent is used to detect the defects of the weld.
- This method can only be used to detect cracks in the surface and discontinuities in the weld surfaces.
- Firstly, the weld surface will be cleaned.
- Then the agent will be sprayed over the weld surface.
- Then it will be wiped off. The agent in the crack area will remain.
- A colour changing argent will be applied and then defective areas can be identified.
Leak Testing
A liquid container can be tested with this method. These types of non-destructive testing of welds (NDT welding tests) can be used for liquid container testing.
Once it is filled with a liquid, leakages from the surface can be examined.
This test is somewhat simple compared to the other types of tests and we would be able to gather information about the strength and other issues of the weld.
Only the discontinues of the weld could be examined.
Magnetic Particle Test
This method is used to detect defects at the surface and the area close to the surface.
- When defects in the weld, the magnetic field is discontinued.
- This method can only be used for ferromagnetic materials.
Ultrasonic Testing
Changes in the material properties can be evaluated from ultrasonic testing. The speed of the wave is used to determine the quality, thickness, etc. of the weld.
This technique can not be used to evaluate the surface defects of the welds.
Eddy Current Testing
The eddy current developed is used to determine the quality of the weld. This non-destructive testing of welds can not be used to find the strength of welds.
When the current runs through a coil and is placed close to the metal, an eddy current is generated. It generates a sort of magnetic field.
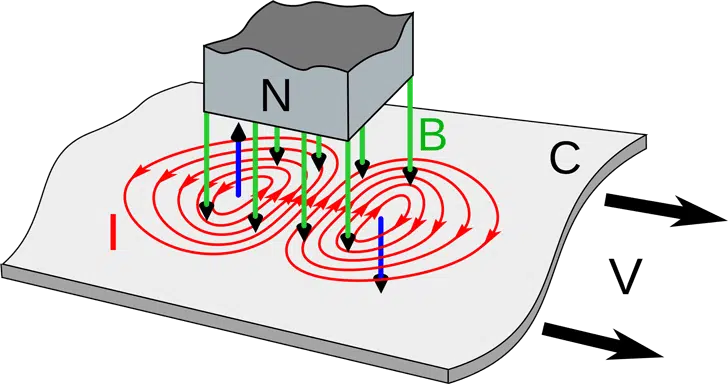
The fluctuation of the secondary magnetic field due to the defects in the weld changes the primary magnetic field resulting from the change in the current through the coil.
The amount of change in the current is used to determine the discontinuities and distortions of the weld. This NDT welding test is used as part of other other welding tests.
Acoustic Emission Testing
This method is commonly used to evaluate the weld of an existing structure or large structures such as pressure vessels.
Release of the ultrasonic stress waves is used to find the defective material.
Once defective materials are evaluated, other NDT welding testing methods or destructive testing methods are used for further evaluation.
Radiographic Test
X-ray or gamma rays are used for NDT test for welding.
This method is used to find the imperfections of the welds.
The radiographic images are examined to evaluate the quality of the weld.
These non-destructive testing of welds are expensive.
Some of the Related Articles on Steel Structures Design are as Follows
- Single Angle Design for Tension as per EC3
- Bolt Connection Design Using Eurocode 3
- Single Angle Section Design Worked Example
- Steel Column Design EC3 Worked Example
- Steel Column Design using Eurocode 3
- Steel Beam Design Worked Example [Universal Beam]
- Lateral Torsional Buckling [Theory and Calculation]
- Steel Beam Design as per BS 5950
- Classification of UB Section as per BS 5950

