Overview on Cement and cement types, its manufacturing process and mineral additives
Looking for cements and cement additives? Cement is a binding that sets, hardens, and adheres to other material to bind them together. It is manufactured through a closely controlled chemical combination of calcium, silicon, aluminum, iron and other ingredients.
Limestone, shells and chalk or marl combined with shale, clay, slate, blast furnace slag, silica sand and iron ore are used to make the cement. These ingredients, when heated at high temperatures form a rock-like substance that is ground into the fine powder that we commonly think of as cement.
Process of making the cement can be briefly outlined as follows.
- Raw material extraction from the quarry
- Grinding, proportioning and blending
- Pre-heated phase
- Kiln phase
- Cooling and Final grinding
- Packing and shipping
Raw materials that included calcium, silicon, iron and aluminum are used in cement manufacturing. Mainly, limestone, clay and sand are used to fulfill the requirements of these materials. Limestone used to fulfill the requirements of the calcium and additions in small proportions of sand and clay fulfill the need for silicon, iron and aluminum. In addition, there is much other raw material used in cement manufacturing. Addition of those materials is based on the requirements of the production.
After the collection of the raw materials, proportioning and grinding is done. In general, limestone and clay contents are 80% and 20% respectively. Then the materials are pre-headed as a measure to improve the productivity of the process and to make it environmental friendly production. Further, pre-heading utilizes the emitting hot gases from the kiln.
The kiln is a rotating furnace that does the manufacturing process. In this phase (Kiln phase) a slurry of materials is made after the raw materials are heating. The temperature of the central part of the kiln is around 1000 0C and decomposition of the limestone is taking place in this area. CaO will be remaining after the reaction when CO2 is released.
CaCO3 = CaO + CO2
The lower part of the kiln will be heated around 1500 – 1700 0C. The reaction of the lime and clay yields the calcium aluminates and the calcium silicates in this region. This process creates aluminates and silicate of calcium clinkers. They are hard and like smalls stones having dimensions around 5 to 10mm. The following reaction can be observed in this process.
The following reaction can be observed in this process.
2CaO + SiO2 = Ca2SiO4 (declaim silicate (C2S))
3CaO + SiO2 = Ca3SiO5 (tricalcium silicate (C3S))
3CaO + Al2O3 = Ca3Al2O6 (dicalcium aluminate (C2A))
4CaO + Al2O3 + Fe2O3 = Ca4Al2Fe2O10 (tetracalcium aluminoferrite(C4AF))
Then the Colling process starts. It is cooled with the air, grinding is done to create the cement powder. Gypsum 2-3% is added as a retarding agent at the final stage of grinding.
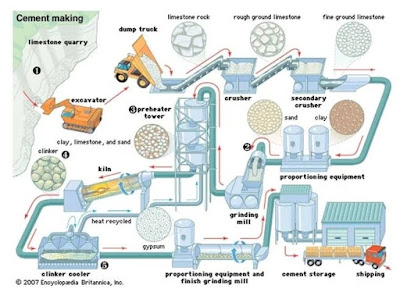
The following figure indicates the components of the cement-making process.
CEMENT TYPES
Cement is categorized by different standards and development based on use and the specifications. Guidelines considered by the American Society for Testing and Materials (ASTM) is discussed here. ASTM-C150 (standard specification of Portland cement) and C595 (standard specification for blended hydraulic cement) specifications are as follows.
Standard Specification of Portland Cement ASTM C150
Cement Type Description/Use
Type I Normal
Type II Moderate Sulfate Resistance
Type II (MH) Moderate Head of Hydration and Moderate Sulfate Resistance
Type III High Early Strength
Type IV Low Heat Hydration
Type V High Sulfate Resistance
Standard Specification for Blended Hydraulic Cement ASTM C595
Cement
Type Description/Use
Type IL Portland-Limestone Cement
Type IS Portland-Slag Cement
Type IP Portland-Pozzonlan Cement
Type IT Ternary Blended Cement
In addition, there is performance-based standard to categorized the Cement ASTM C1157
Cement Type Description/Use
Type GU General Use
Type HE High Early Strength
Type MS Moderate Sulfate Resistance
Type HS High Sulfate Resistance
Type MH Moderate Head of Hydration
Type LH Low Heat of Hydration
In addition, based on the type/applications there are other categorizations of cement. They are mainly based on the purposes to be used for the construction. The following types can be identified more commonly.
- Ordinary Portland Cement (OPC)
- Portland Pozzolana Cement (PPC)
- Rapid Hardening Cement
- Quick Setting Cement
- Lowe Heat Cement
- Sulphates Resisting Cement
- Blast Furnace Slag Cement
- High Alumina Cement
- White Cement
- Coloured Cement
- Air Entraining Cement
- Expansive Cement
- Hydrographic Cement
- Masonry Cement
There are different standards to be referred for each type of cement. The following table extracted from BS 5328 Part 1 indicates that information.

Cement is classified based on the their compressive strength measured at 28 days as stated in BS 5328 Part 1.
There are five classes namely 22.5, 32.5, 42.5, 52.5 and 62.5.
In addition, there are two intermediate strength classes, 37.5 and 47.5, for mixer combination of portland cement conforming to BS 12 with ground granulated blast furnace slag (ggbs) conforming to BS 6699.
Physical and chemical properties of the cement are tested usually before the use. A number of testes and sections of the test could be based on the relevant specifications. The following physical properties are tested usually.
- Air content
- Fineness
- Compressive strength
- Heat of hydration
- Initial and final setting times
- Soundness
- Consistency
In addition, the chemical composition of the cement is also checked to make whether they are within the limits. The ration of the percentage of lime to the percentage of Silica, Alumina and iron oxide are normally checked. The article written about the testing of cement provides a more detail description of the testing of cement
MINERAL OR SUPPLEMENTARY ADDITIVES
Mineral additives are identified as supplementary cementitious material (Pozzolana) is a finely ground siliceous material which, as such, does not possess cementitious properties itself, but react with chemically with calcium hydroxide released from the hydration of the Portland cement at normal temperature to form low solubility having cementitious properties. The action is termed pozzolanic action. These material are more commonly used to make the concrete mixture is more economical, reduces permeability, increase strength or influence other concrete properties, which can be used individually or in combination with Portland or blended cement or as partial equipment of Portland cement.
Pozzolana can be divided into two groups
- Natural Pozzolanas
- Artificial Pozzolanas
Natural Pozzolana is clay, shales, opaline cherts, diatomaceous earth, and volcanic tuffs and humanities. The most commonly used artificial pozzolanas are fly ash, blast- furnace slag, silica fume, rice husk ash, metakaoline and surkhi. Pozzolans are added to the concrete as an additive or as a substitution to the cement. Pozzolans, when used as a replacement, are generally substituted for 10 -50 % of cement. Pozzolans reduce the expansion causes by alkali-aggregate-reaction or alkali-silica reactivity in concrete. This expansion can be controlled by adding pozzolans in the range of 5-35% by mass of cement depending on the type of the aggregate and the alkali content of cement.
Advantages of Mineral admixtures (pozzolans)
- Improve the workability with less amount of water
- Lower heat of hydration
- Improvement of resistance to attack from salts and sulphates from soils and seawater
- Reduced the susceptibility to dissolution and leaching of calcium hydroxide
- Reduce permeability
- Lower cost
The most commonly used pozzolan material is the fly ash when compared with the other materials. Therefore it is good to have some knowledge of artificial pozzolans.
FLY ASH
Fly ash or pulverized fuel ash is the residue from the combustion of pulverized coal collected by mechanical dust collectors or electrostatic precipitators or separators from the fuel gases of thermal power plants. Fly ash also a combination of oxides of calcium, aluminum, and silicon same as the cement but it has considerably less calcium oxide.
Partial size of the fly ash is in the range of 1-100 microns (0.1mm) and the average size is about 20 microns which is similar to the Portland cement average particle size. Fly ash can be used as prime material in many cement-based products. Pouring concrete, concrete blocks and brick construction can be identified as common uses of it.
There are two different types of fly ash. They are Class F and Class C fly ash. Class F fly ash contains particles covered in a kind of melted glass. It has the ability to resist the risk of expansion and the sulfate attach. Class C also resist to expansions from chemical attack. Class C fly as is more commonly used for structural concrete. Typically, Class F fly as used at a dosage of 15 to 25 percent by mass of cementitious material, while Class C fly ash is used at a dosage of 15 to 40 percent.
The fly ash can be used as an additive or in part replacement of cement. Generally, fly ash is used in the following three ways.
- Part replacement of cement. The optimum amount of pozzolana as a replacement may normally range between 10 to 30 percent.
- Part replacement of aggregate. Fly ash may be used to replace the sand. Even though there are beneficial effects like early age strength, it is uneconomical
- Simultaneous replacement of cement and fine aggregate.
BENEFITS OF FLY ASH
Fly ash is a good substitute as well as good replacement material in concrete when compared with advantages and disadvantages. Especially the low emission of the carbon which is a requirement of sustainable development, can be identified as one of the key factors to be considered when thinking about the future. The following main advantages can be gained with the used of fly ash.
- It produces various set times
- Cold weather resistance
- High strength gains (depends on use)
- Can be used as an admixture
- Considered a non-shrink material
- Improve the workability
- Reduces cravings, permeability and bleeding
- Reduces the heat of hydration
- Water cement ratio can be reduced (compared with no-fly ash mix)
- Reduce CO2 emissions
DISADVANTAGES OF FLY ASH
There are some disadvantages of fly ash. Especially for small scale construction, these materials may not be applicable. A special arrangement is required at the batching plant when the concrete having the fly ash is taken. The cost would be higher in such situations. The following could be considered as main factors.
- Slower strength gain
- Seasonal limitations
- Increase need for air-entraining admixtures
- Increase of salt scaling produced by higher proportions of fly ash
GROUND GRANULATED BLAST FURNACE SLAG (GGBS)
It is a waste industrial by-product obtained during the production of iron and it is used to improve the properties of concrete. Workability, strength and durability improvement can be expected with the addition of the GGBS.
Mainly like in cement, oxides of calcium, silicon, aluminum, and magnesium are present in the GGBS. The content of these materials is comparatively less when compared with the Portland cement. The particle sizes are in the range of 0.1 to 40 microns and specific surface area is in the range of 400 to 600 m2/kg.
GGBS can be added to the concrete at the batching plant. As per the studies, GGBS can be replaced from 30 to 85 percent of the cement by weight. However, most of the time, it is in the range of 40 to 50 percent.
The following key aspects can be identified as the main advantages of using the GGBS.
- Increase the strength and durability
- Reduce the voids in concrete hence permeability reduces
- Improvement of the workability
- Low heat of hydration
- Low-temperature rise
- Avoid cold joints
- Significantly reduce the risk of damage caused by alkali-Silica Reaction
- Provide higher resistance to chloride ingress-reducing risk of reinforcement corrosion
- Provide higher resistance to attacks by sulfate and other chemicals
- Makes the concrete more chemically stable
- Does not produce carbon dioxide, Sulphur dioxide or nitrogen oxides
There are some disadvantages of GGBS. However, they can be disregarded when compared to the list of advantages
- GGBS cement set more slowly than normal OPC
- Slow strength gain
SILICA FUME
Silica fume light dark grey cementitious material composed of at least 85 percent ultrafine, amorphous non-crystalline spherical silicon dioxide particles. It is a byproduct of silicon metal production or ferrosilicon alloy production. Because of the chemical and physical properties, it is a very reactive pozzolan. Concrete containing silica fume can have very high strengths and good durability.
Silica fume is a very fine material having around 1/50 the size of ordinary Portland cement. The average size of a particle varies 0.1-0.3 microns and the minimum specific surface areas are around 15000m2/kg.
Extreme fineness, large surface area and high content of amorphous silicon dioxide gives silica fume super pozzolanic properties. Reduction of bleeding and segregation in fresh concrete, improvement of the strength and the durability of hardened concrete are some of the key advantages of the silica fume. Low porosity with its fineness reduces permeability. In addition, the following advantages and disadvantages can be identified.
- Workability; due to the fineness of the material, it creates a more cohesive mix. Therefore, there is a higher water demand. However, the addition of suitable superplasticizer will reduce it.
- Segregation and Bleeding; silica fume reduces the bleeding significantly.
- Setting Time; adding a small amount (250 – 300 kg/m3) has no significant effect on the setting time. However, increasing the content may cause set retarding.
- It can be used with fly ash or blast furnace slag to develop strength at an early age.
- It required a longer mixing time
- Increase chloride permeability
- Increase plastic shrinkage
- Improve bond strength to steel
- Significantly reduce alkali-silica-reactivity
- Provide excellent resistance to sulphate and seawater attacks
- Reduce steel corrosion
There are other pozzolans used in the construction industry. Rice husk ash, Metakaoline and Surkhi are used for the construction work in addition to the artificial pozzolans discussed above.
REFERENCE
Internet and books

![Fly Ash Concrete [why should it be use]](https://www.structuralguide.com/wp-content/uploads/2019/11/Fly-ash.png)